




Non-destructive testing
More and more non-destructive testing methods are being used to evaluate manufacturing processes and product qualities. The possible applications range from laboratory testing, for example for damage assessment or random sample testing, to inline measurement technology and 100% inspection with the aim of detecting quality characteristics as early as possible and being able to act quickly. The fields of application are as diverse as the test methods themselves.


Services
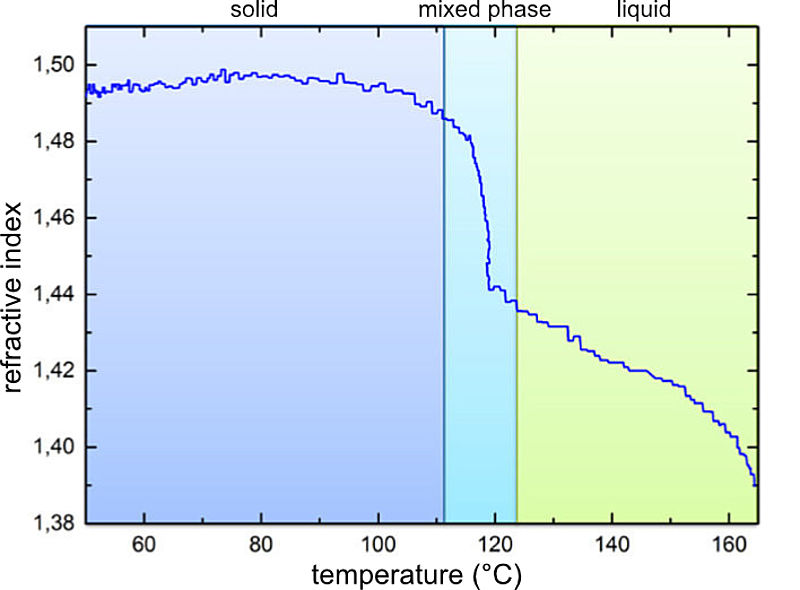
In plastics processing, the degree of melting is usually determined by elaborate dead-stop tests. This involves stopping the production process, disassembling the extruder and visually assessing the degree of melting. SKZ, on the other hand, takes the approach of using inline measurement technology to quantify the local and instantaneous aggregate state. This can be done during ongoing production and enables immediate process control based on information determined in real time. Furthermore, the degree of crosslinking can also be described qualitatively, so that gel particles can be detected. Since the measurement method can be used independently of the aggregate state, the curing behavior of cooling plastic products or joints can also be monitored.
Contact:
Luis Wachter | +49 931 4104-345 | l.wachter@skz.de
Knowledge of the curing behavior of adhesives and sealants over time decisively determines the required use of resources. The more precisely points in time such as the pot or final strength can be measured, the sooner holding devices or storage areas can be released for further production. Since the manufacturer's specifications apply purely to the adhesive and not to the bonded structure, and are dependent on environmental influences such as temperature and humidity, destructive visual or mechanical tests are often performed on reference bodies. As an alternative, SKZ offers non-destructive testing methods to determine the current curing state so that your components can be reused after testing.
Contact:
Luis Wachter | +49 931 4104-345 | l.wachter@skz.de

Color is the quality feature that often catches the eye first and is often associated with a high brand recognition value. It is therefore all the more important that low color tolerances are maintained. The same applies to the interaction of different materials, for example in automotive interiors. In addition to classical quality control in the laboratory, SKZ is working on process-related measurement methods and is constantly researching new ways to ensure color quality long before the component is finished.
Contact:
Dr. Linda Mittelberg | +49 931 4104-458 | l.mittelberg@skz.de

Defects in plastic components are usually introduced unintentionally during the manufacturing process or result from operational stresses. Their metrological detection and description in terms of size, shape and position often provides valuable information for optimizing manufacturing processes or clarifying adhesion issues. The various test methods allow, for example, the inline detection of impurities in plastic melts or products, the detection of pores, blowholes and cracks, the visualization of fiber orientation and ondulations, and the clarification of questions regarding interfacial adhesion such as delamination or adhesive defects.
Contact:
Luis Wachter | +49 931 4104-345 | l.wachter@skz.de

The moisture content of plastics plays an important role in many fields of application. Hydrophilic materials such as polyamide are conditioned before processing. The more accurately the current moisture content can be measured, the shorter the necessary conditioning times and the associated use of resources. Inline recording of the moisture content of plastic melts, on the other hand, can provide valuable information as to whether, for example, relevant material degradation has occurred or whether optimum conditions exist for a product to be foamed. Here we can provide you with comprehensive support in the selection of a suitable measurement technology.
Contact:
Luis Wachter | +49 931 4104-345 | l.wachter@skz.de

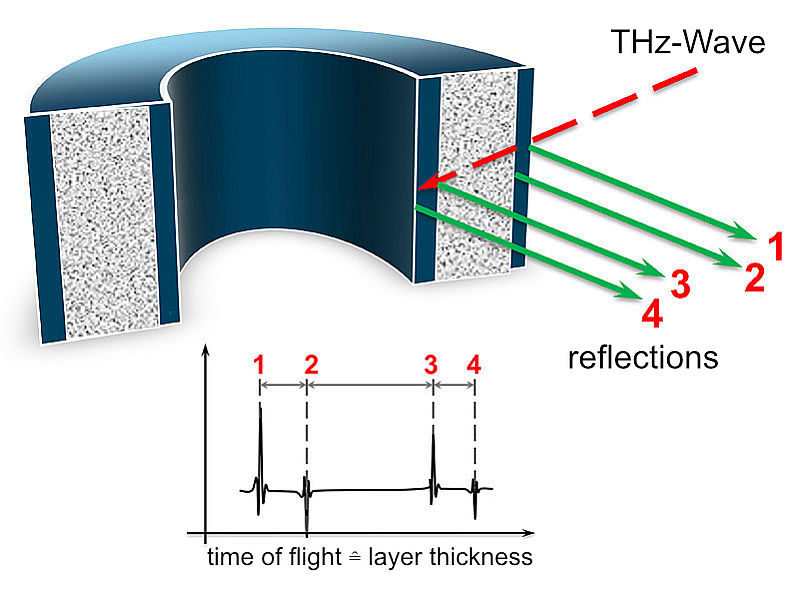
Classically, the total wall thickness of a product is measured by contact with the aid of micrometers or coordinate measuring machines and of individual layers with the aid of thin sections and microscopy. At SKZ, there are also testing methods for laboratory or inline use that can be used to characterize the individual thicknesses of multilayer systems non-destructively and without contact. For example, the thickness of embedded barrier layers in containers, of film components or of paints and coatings can be reliably quantified down to the single-digit micrometer range. This means that, on the one hand, the component can be reused after measurement and, on the other hand, thickness information is available in real time that can be used as a control variable for the process.
Contact:
Luis Wachter | +49 931 4104-345 | l.wachter@skz.de
As experts in the field of plastics technology, we strive to pass on the knowledge we have acquired over decades to our customers. From material development and manufacturing processes to the application of various testing and measuring methods - in our numerous practice-oriented training courses, you as a participant will acquire the necessary knowledge in dealing with plastics as a material. This begins with the selection of the right materials and compliance with production-oriented design rules, continues with the correct handling of equipment and machines for the production and processing of plastic components and ends with the correct understanding of quality criteria and the associated use of testing and measuring tools.
Bringing together people from different areas of the company and from different sectors to exchange experience and technical know-how is also a top priority for us, in addition to the pure transfer of knowledge. Our numerous specialist events provide the ideal venue for a free exchange of ideas. Renowned speakers from a wide range of industries and excellent technical presentations make the SKZ conferences popular meeting places within the plastics industry.
In addition to design features, the composition of a product determines the decisive component properties. Both the identification of the polymer used and the quantification of fillers and additives in terms of quantity and particle size distribution on the finished product or in the melt create legal certainty and enable the regulation of manufacturing processes. The same applies to the determination of rheological properties during processing. Here, SKZ offers various non-destructive testing methods for process monitoring or laboratory testing, depending on the specific application.
Contact:
Dr. Linda Mittelberg | +49 931 4104-458 | l.mittelberg@skz.de

The surface topography and roughness (DIN EN ISO 4287 and DIN EN ISO 25178) of plastic surfaces are a decisive quality feature for many processing or friction processes. For the characterization of surface topographies, roughness and measurement of surface features, various measuring instruments are available at SKZ.
More on the topic: Surface technology
Contact:
Michael Heilig | +49 931 4104-780 | m.heilig@skz.de

Knowledge of the permeation properties of films is particularly important in the packaging industry or in high-barrier applications. Gas permeability is tested using a manometric method. In addition, SKZ offers a rapid test method in which the permeability test is performed using helium as the test gas and a coupled mass spectrometer, so that the measurement time can be reduced to a few minutes to hours.
Contact:
Franziska Eichhorn | +49 931 4104-445 | f.eichhorn@skz.de

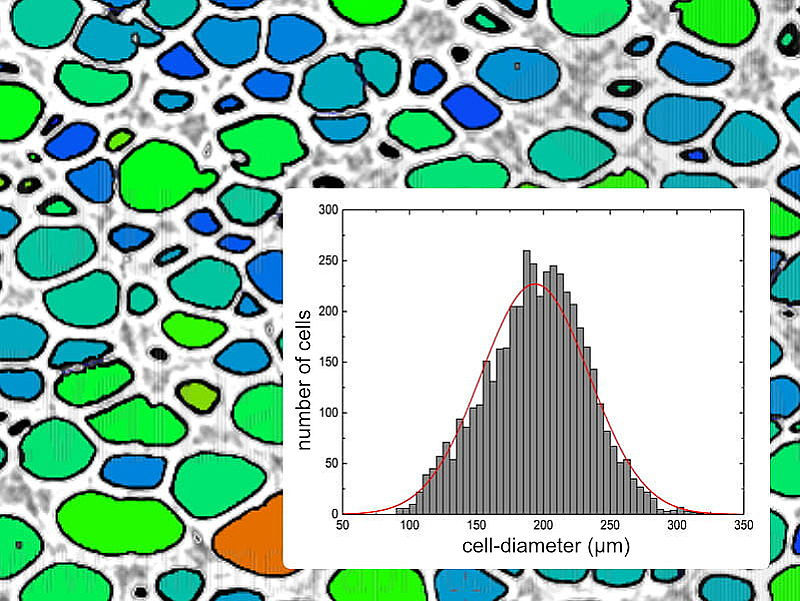
Polymer foams show their advantages, for example, in thermal and acoustic insulation or in lightweight construction. The air content, i.e. the bulk density, the distribution of the cell sizes and their orientation are often decisive quality characteristics. At the same time, numerous measurement methods exist for use in the laboratory and for process monitoring, with which these variables can be recorded. While computed tomography has long been established, SKZ is developing inline-capable methods based on terahertz and non-contact ultrasound, among others.
Contact:
Luis Wachter | +49 931 4104-345 | l.wachter@skz.de
Tomographic processes are known in particular from medical technology. If, for example, (2D) X-ray images are taken from many different spatial directions, they can be computed into a 3D image, which is implemented by X-ray computed tomography, for example. The same possibility also exists for many other methods to ultimately generate three-dimensional result images. Here, SKZ has been working for many years on the transfer of point inspection methods such as ultrasound, radar or terahertz technology to three-dimensional imaging in order to be able to visually process product features such as geometries or defect locations in a clear manner.
Contact:
Luis Wachter | +49 931 4104-345 | l.wachter@skz.de

Modern testing methods provide large amounts of data. This data can be analyzed, interpreted and used to derive complex component and material properties. This can be used to optimize the manufacturing process, component design and quality assurance.
We help you to generate added value from your data!
Contact:
Christoph Kugler | +49 931 4104-457 | c.kugler@skz.de
State-of-the-art equipment for best results and products
When the use of test and measurement technology is combined with application-specific customer knowledge, holistic solutions can be created. As SKZ, we offer you feasibility studies, market analyses, system developments and integrations. Thus, we accompany you starting from the selection of a suitable non-destructive and non-contact testing method up to the commissioning of a fully automated system in your company.




Technical equipment
In X-ray inspection, components are penetrated by X-rays, which are attenuated to varying degrees depending on the component structure. The result is a two-dimensional image of the test component, which allows statements to be made about the presence of defects and changes in geometry. Computed tomography, on the other hand, performs the same measurement from a number of different spatial directions, so that the numerous two-dimensional result images are computed into a three-dimensional volume model. In this way, it is also possible to generate any desired sectional views of the inspection result and to determine defects in terms of shape, size and position in the component. The method is particularly suitable when a three-dimensional representation of the results in the best possible resolution is required, even for complexly shaped components, and is also used at SKZ in the context of damage analyses.
In shearography, components are excited by the use of halogen lamps or changes in pressure. The resulting and always reversible deformations of the component in the micrometer range depend on the local stiffness. Since flaws such as air inclusions or delaminations influence the local stiffness, they can be measured. A special camera records the deformations of large test surfaces resulting from the excitation in a matter of seconds, thus enabling the detection of defects. The method is particularly suitable for elastomeric and thermoplastic components with relatively simple geometry.
A shearography system with several megapixels of resolution and various excitation sources are available for testing at SKZ.
In terahertz or radar testing, electromagnetic waves are introduced into a component without contact, interact with the internal structure and are measured. One-sided access is sufficient and, in contrast to X-ray methods, the radiation is not ionizing and therefore completely non-hazardous. The systems are particularly suitable for micrometer-accurate layer thickness measurement - also of multilayer systems in films - for the detection of production and manufacturing-related defects, for monitoring changes in aggregate state, for inline determination of basis weights and for characterizing foams in terms of cell size and density. Inline use of terahertz in plastic melts directly in the compounding process can also provide valuable information on, for example, particle sizes, gel particles or degrees of melting.
SKZ has various optical terahertz and fully electronic radar systems with high resolutions in the micrometer range and recording rates in the multi-digit Hertz range for laboratory and inline use.
In thermography, the surface temperature of a component is recorded using thermal imaging cameras. Either the component, which is heated anyway by the manufacturing process, is observed or it is brought out of thermal equilibrium with the aid of halogen lamps, flash lamps or induction, for example. The surface temperature measured depends on the internal structure of the test part, since internal defects such as air pockets, cracks, delaminations or ondulations influence the heat flow in the part. In the same way, direct imaging coating thickness measurements with accuracies in the micrometer scale are possible. Due to the robustness and size of the camera systems, they can be easily integrated into production processes from the fields of injection molding, additive manufacturing, joining and extrusion.
Numerous different thermal imaging cameras (microbolometers and quantum detectors) with high thermal, geometric and temporal resolutions are available for testing at SKZ.
In ultrasonic testing, mechanical waves are introduced into a test component by contact via a so-called coupling medium such as water or without contact via air. These waves interact with the internal structure and are then measured even if access is only possible from one side. In this way, defects and layer thicknesses on a micrometer scale and changes in aggregate state, such as occur during the curing of adhesives or solidification of plastic melts, can be detected. Inline use of ultrasonic technology in plastic melts directly in the compounding process can also provide valuable information on, for example, filler contents, viscosity or impurities.
For testing purposes, SKZ has numerous different contact or non-contact ultrasonic systems available for use in the laboratory, on the construction site or in the pilot plant with suitable transducers for testing components and plastic melts.
Dielectric analysis (DEA) enables the characterization of crosslinking processes in thermosets, composites, adhesives and coatings. This can be done with single-use sensors in the laboratory as well as multi-use sensors in the process. DEA can be used to describe the crosslinking behavior, reactivity and degree of cure of these materials via the parameters of the dielectric loss factor and ion viscosity.
The following measuring devices are available at the SKZ for this purpose:
- DEA-System (1 mHz – 1 MHz, 2 channels)
- DEA-System with Oven (1 mHz – 1 MHz, 2 channels, room temperature – 275 °C, heating rate 40 K/min)
Standardized measuring geometries are used for industrial color measurement of plastic products based on standardized procedures. The measurements are carried out spectrally, the output of the color values and the indication of the color distances are usually carried out for industrial applications according to the CIE L*a*b* system. Many other color systems are also possible. The output of reflectance curves is also possible.
The following measuring instruments are available at SKZ for this purpose:
- Laboratory instruments with d/8° geometry (reflectance/transmittance; with/without gloss trap)
- Hand-held measuring devices with 45°/0° geometry
- Gloss meter (60° angle)
- Inline melt colorimeter (reflection/transmission with temperature measurement)
- Inline colorimeter with d/8° geometry (for extrudates)
Spectroscopic investigations with near-infrared light (NIR) provide insight into the composition of plastics, such as additive or filler content. Similarly, the moisture content of granulates or the hydrolytic degradation of polymer melts can also be monitored. The use of mobile measuring systems also enables uncomplicated incoming goods inspection and process monitoring, e.g. during the pretreatment of plastic surfaces or the curing of adhesives and resin compounds.
The following measuring instruments are available at SKZ for this purpose:
- NIR process spectrometers (900 - 1,700 nm, with fiber connection and lamp drift correction)
- NIR process probes (with different window geometry: normal and ground hemisphere geometry, 30° bevel)
- Mobile NIR process spectrometer (900 - 1,700 nm, with fiber connection)
- Mobile NIR handheld spectrometer (900 - 1,700 nm)
The use of nuclear magnetic resonance enables very detailed material analyses. Among other things, it is possible to identify impurities or quantify the content of additives and unwanted residues of certain ingredients. In addition to classical solvent-based NMR spectroscopy, which uses magnets cooled with liquid helium and strong fields, more and more benchtop systems with low-field permanent magnets have become established on the market for industrial applications. Such systems are suitable for in-process material monitoring and development. They can be used, for example, to characterize the crystallinity of polyolefins or the curing state of adhesives or resins.
The following measuring instruments are available at SKZ for this purpose:
- NMR spectrometer (400 MHz, He-cooled)
- Unilateral NMR (20 MHz, room temperature, one-sided non-destructive sample access, with precision lift)
Knowledge of the permeation properties of films is particularly important in the packaging industry or in high-barrier applications. But gas permeability is also an important factor for pipes and components. Gas permeability is tested using a manometric method based on DIN 53380-2.
In addition, we offer a rapid test method in which the permeability test is performed using helium as the test gas and a coupled mass spectrometer. In this case, the measurement time can be reduced to a few minutes or a few hours for high barrier applications. In addition to foils, bottles and beakers can also be used as test specimens here, which can be integrated into the test system via adapted adapters. This is particularly advantageous for comparative measurements between different materials.
In addition, the mass spectrometer can be used to perform sniff tests to detect leaks in components using helium.
The following measuring instruments are available at SKZ for this purpose:
- GDP-C (disc with Ø 110 mm, +20 - +80 °C, oxygen, carbon dioxide, nitrogen, argon, helium, other gases on request).
- GDP-C measuring cell with mass spectrometer PhoeniXL 300 (disk with Ø 110 mm, +20 - +80 °C, helium)
- Measuring cell for films and free-form surfaces with mass spectrometer Inficon 1000 (disk with Ø 100 mm at +15 - +45 °C or bottles/cups at room temperature, helium)